Виды и применение шипорезных станков по дереву. Универсальный шипорезно-долбежный станок по дереву с ЧПУ MULTICUT Самодельный шипорезный станок по дереву
В столярном и мебельном производстве самым распространенным соединением деревянных элементов между собой является соединение «на шип». Соединение такого рода бывает нескольких видов - прямой ящичный шип и шип типа «ласточкин хвост», а также овальный и круглый шип. Для выполнения такого сложного соединительного элемента, как шип, применяют шипорезные станки различной конструкции, которые подразделяется на несколько функциональных видов.
Станки для нарезки шипов
Самыми популярными и широко востребованными являются шипорезные станки для окон, дверей и рамочных конструкций. Они бывают односторонними и двухсторонними, а также возвратными и проходными. Инструментом для работы на них могут быть как пилы, так и горизонтальные и вертикальные фрезы. На них выполняют фрезерование прямых шипов и проушин для деталей рамочных и каркасных конструкций из древесины.
Для фрезерования прямого ящичного шипа и шипа типа «ласточкин хвост» используют особый вид шипорезных станков, которые применяют в серийном мебельном и столярном производстве. Именно это соединение гарантирует долговечность изделия за счет особой надежности соединительных узлов.
Самое сложное фрезерования овального и круглого шипа выполняется на автоматических шипорезных станках, некоторые из которых имеют программное управление, регулирующее изготовление всех типов мебельного шипа в любой плоскости.
MULTICUT предназначен для автоматизации множества столярных операций при серийном и мелкосерийном производстве мебели, дверей, деревянных деталей интерьера.
Станок выполняет следующие операции:
- Изготовления соединения шип-паз в различных вариациях (одинарный, двойной, многократный, круглый, «Ласточкин хвост», ящичный шип, зубчатые шиповые соединения;
- Фрезерования посадочных мест под врезку замков и навесов;
- Фигурную резку контуров столярных изделий;
- Фрезерования декоративных элементов на деталях столярных изделий.
Принцип действия шипорезно-долбежного станка MULTICUT:
Оборудование представляет собой горизонтально-фрезерный станок с ЧПУ. Обрабатываемое изделие размещается на рабочем столе и фиксируется зажимами.
Обработка изделия производится фрезами по дереву различных конфигураций, устанавливаемыми в высоко-оборотистый шпиндель станка. Шпиндель размещен на каретке, подвижной в трех плоскостях. Ширина области обработки 800мм, высота относительно стола 100мм, глубина обработки изделия до 120мм.
В движение оборудование приводится шаговыми приводами управляемыми системой ЧПУ.
Программы для создания соединения шип-паз или врезки замка производится на персональном компьютере и занимает несколько минут. Набор программ для выполнения стандартных операций можно хранить в ручном пульте управления станком. Для запуска какой-либо операции достаточно выбрать из списка и запустить соответствующую программу.
Станок укомплектован съемными упорами для базирования заготовок, верстачными зажимами, и набором цанг для установки фрез.
Дополнительная информация о производстве оборудования и применяемых комплектующих находится в разделе «Наше производство ».
| Параметр | Значение, характеристика |
| Размеры стола для базирования изделия | 1050х1180 мм |
| Рабочая область X,Y,Zмм | 800х100х120 |
| Точность позиционирования, мм | 0,1 |
| Точность повторного позиционирования | 0,1 |
| Тип станины | Сталь, сварная |
| Рабочий стол | Пазы для установки струбцин |
| Максимальная скорость перемещения X,Y, Z м/с | 3000 мм/мин |
| Шпиндель, об/мин | См. в поле выбора «Тип шпинделя» |
| Патрон цанговый | ER25 |
| Тип приводов | Шаговые, фланец 86 мм |
| Тип передачи X,Y,Z | Рейка косозубая |
| Линейные направляющие X, Y, Z | HIWIN HGH15 |
| Рабочее напряжение | 380В |
| Пульт управления | DSP NK105-G2 универсальный |
| Код команд | G-код |
| Операционная система | DSP |
| Интерфейс | USB |
| Внутренняя память | 256Мб |
| Поддерживаемое программное обеспечение | Artcam, Type3, Vectric, Ucancam и пр. с поддержкой стандартного G-кода |
| Условия эксплуатации | Температура 15-25°С Влажность воздуха 30-75% |
| Габаритные размеры (ДхШхВ), мм | 1850х1650х880 |
| Масса станка, кг | 260 |
| Габаритные размеры упакованного станка, мм | 1800х2000х1000 |
| Масса станка брутто, кг | 300 |
Применение различных приспособлений для ручного фрезера значительно расширяет возможности данного агрегата, а также повышает комфортность и безопасность при работе с ним. В продаже существуют уже готовые модели устройств, предназначенных для использования в паре с фрезером, но, как правило, они стоят дорого. Поэтому многие мастера предпочитают сделать приспособления для данного агрегата своими руками.
Если закрепить ручной фрезер особым способом под столом, то получится универсальный столярный станок, позволяющий производить точную и быструю обработку длинных и коротких заготовок из дерева. Чтобы изготовить стол для фрезера своими руками, сначала нужно подготовить необходимые детали для сборки всей конструкции. На рисунке ниже показана карта раскроя, на которой расположены все детали будущего фрезерного стола. Вырезаются они с помощью циркулярки или форматно-раскроечного станка.
Приспособление можно изготовить из фанеры, ЛДСП или МДФ. На карте раскроя указана толщина материала 19 мм, но это не обязательное условие. Стол также можно собрать из плит толщиной 16 или 18 мм. Конечно же, для изготовления столешницы лучше использовать ламинированные или покрытые пластиком листовые материалы, которые будут позволять легко скользить заготовке по поверхности.
Также следует учесть, что данный самодельный столик предназначен для установки на козлы. Если вам нужен настольный вариант, то царги (5) нужно делать намного шире, чем 150 мм. Их ширина должна быть немного большей, чем высота аппарата, чтобы он мог разместиться под столешницей.
Если детали стола будут выпилены из фанеры или МДФ, то их торцы следует отшлифовать. Торцы деталей, изготовленных из ЛДСП, потребуется покрыть меламиновой кромкой, используя обыкновенный утюг.
Изготовление столешницы
Установка фрезера в стол может производиться как с использованием монтажной планки, так и без нее. Подготовка столешницы для прямого крепления к ней агрегата происходит следующим образом.
- Поскольку основная плита имеет длину 900 мм, то ее центр будет находиться в 450 мм от края. Поставьте в этом месте точку и с помощью угольника проведите линию.
- Отсоедините от подошвы аппарата накладку из пластика.
- Найдите середину среза на накладке и проведите линию через центр подошвы, используя угольник.
- Расположите накладку на центральную линию основной плиты так, чтобы с ней совпал центр подошвы, и отметьте карандашом центр будущего отверстия в столешнице.

- Далее, следует сделать разметку под монтажные винты.

- Просверлите отверстия, через которые агрегат будет крепиться к столу. Обязательно раззенкуйте их, чтобы шляпки винтов были немного углублены в столешницу.
- Просверлите центральное отверстие диаметром 38 мм.
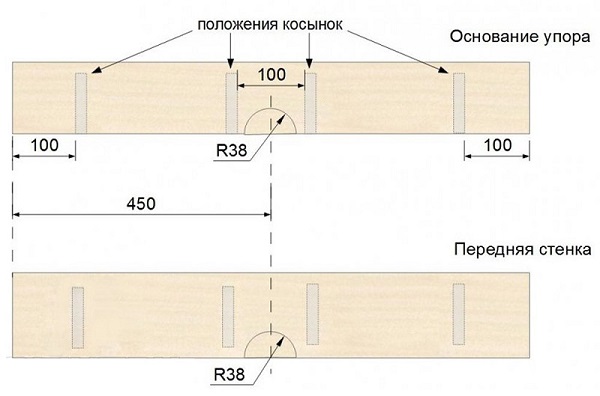
- На следующем этапе следует сделать параллельный упор. С помощью электролобзика или фрезера проделайте полукруглые вырезы на передней стенке упора, а также на его основании.
- Прикрутите косынки к упорам. Ниже предоставлен чертеж, на котором указаны все отступы для размещения косынок.
- К нижней части столешницы прикрутите соединительные планки.

- Соберите фрезерный станок, используя схему, предоставленную ниже.

Крепление агрегата с помощью монтажной пластины
При установке аппарата на основную плиту ее толщина значительно уменьшает вылет фрезы. Поэтому для установки агрегата на толстые столешницы принято использовать более тонкие монтажные пластины из прочных материалов (стали, дюралюминия, поликарбоната, гетинакса или стеклотекстолита). Изготавливается пластина следующим образом.
- Из листа, например, текстолита, вырежьте квадратную заготовку 300 х 300 мм.
- Сверху пластины закрепите пластмассовую накладку, снятую с подошвы фрезера.
- Подберите сверло, соответствующее диаметру крепежных винтов, и просверлите в пластине отверстия, используя пластиковую накладку в качестве шаблона.

- Уложите пластину на столешницу и обведите ее карандашом. После этого внутри полученного контура нарисуйте квадрат со срезанными углами, как показано на следующем рисунке.

- Эту фигуру со скошенными углами необходимо вырезать лобзиком, предварительно просверлив в ней отверстие для входа пилы.
- После вырезания внутренней части вокруг внешнего контура следует закрепить планки, используя струбцины. Они будут служить шаблоном для обкаточной фрезы
. Толщина планок должна быть достаточной для того, чтобы при установке глубины обработки упорный подшипник фрезы находился в зоне кромки направляющих.

- Для фрезеровки углубления закрепите в цанге агрегата обкаточную фрезу с верхним подшипником.

- Установите глубину обработки. Она должна равняться толщине пластины, предназначенной для монтажа агрегата.
- Профрезеруйте данный участок столешницы по установленному шаблону в несколько проходов.
- Уложите пластину в проделанное углубление. Она должна быть заподлицо с поверхностью основной плиты. Если пластина немного выступает, то прибавьте еще немного глубины погружения с помощью микрометрического винта и сделайте повторный проход фрезой.
- По углам выборки разметьте и просверлите отверстия для крепежа пластины.

- Уложите монтажную пластину в подготовленное посадочное место и, придерживая ее, переверните столешницу. После чего просверлите в пластине отверстия под крепеж. Чтобы спрятать шляпки болтов, прозенкуйте отверстия на лицевой стороне накладки.
- Также все отверстия с обратной стороны столешницы, предназначенные для закрепления пластины, следует расширить под посадку самоконтрящихся гаек сверлом с диаметром 11 мм. Гайки нужно посадить в полученные отверстия на эпоксидный клей (для выравнивания можно вкрутить в них болты).
Усовершенствование упора
Параллельный упор можно доработать, чтобы настройка фрезерного стола происходила более удобно и быстро: для этого нужно врезать в столешницу С-образные направляющие. Профиль может быть из алюминия. Для врезки используется прямая пазовая фреза. Профиль укладывается в подготовленный паз и прикручивается шурупами.


Далее, следует подобрать болты с шестигранной шляпкой такого размера, чтобы она могла входить в С-образный профиль и не проворачиваться в нем. Просверлите 2 отверстия в основании параллельного упора, соответствующие диаметру болта.

Также следует врезать С-образный профиль и в переднюю планку упора для закрепления на ней различных прижимов и защитных кожухов.

Прикручивается упор к столешнице с помощью гаек-барашков.

На задней стороне упора можно сделать камеру для подключения пылесоса . Для этого достаточно вырезать из фанеры квадрат, просверлить в нем отверстие под патрубок пылесоса и прикрутить получившуюся крышку к косынкам.

Также к упору можно добавить предохранительный щиток , изготовленный из МДФ или ЛДСП и небольшого прямоугольника из оргстекла. Для выборки пазов можно использовать лобзик либо фрезер с установленной пазовой фрезой.

Чтобы была возможность обрабатывать мелкие детали, необходимо изготовить фиксаторы и прижимы из фанеры или МДФ.

Изготавливается на циркулярке с шагом между пропилами 2 мм.

При желании, можно изготовить фрезерный стол с ящиками для инструмента .

Изготовление основания стола
Если требуется из ручного фрезера сделать стационарный станок, то без изготовления прочного основания не обойтись. Ниже приведена карта раскроя с нанесенными на ней деталями, которые потребуются для сборки основания стола. Размеры деталей потребуется подкорректировать, если использовать листовой материал другой толщины.


Все детали стола для ручного фрезера собираются с помощью конфирматов. Для удобства передвижения стола к его днищу можно прикрепить ролики. Если немного расширить данный стол и прикрепить в свободной его части дисковую ручную пилу, то получится универсальный стол для фрезера и циркулярки.

Чтобы станок занимал меньше места, его можно сделать по принципу стола-книжки с опускающимися с обеих сторон столешницами.

Самодельные приспособления для фрезера
Для расширения функциональных возможностей данного агрегата в продаже имеются достаточно дорогостоящие приспособления. Но владельцы фрезеров в целях экономии средств стараются изготавливать различные приспособы своими руками, которые работают не хуже заводских.
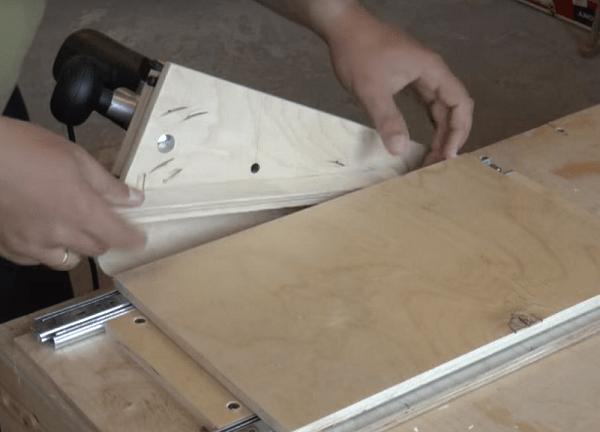
Простая шипорезка для фрезера изготавливается из двух кусков фанеры и пары мебельных телескопических направляющих. Фрезер устанавливается на площадке, имеющей отверстие для инструмента. Площадка крепится к верстаку под углом (для более удобного позиционирования оснастки по высоте), как показано на фото ниже.


Итак, шипорезное приспособление изготавливается в следующем порядке.
- Вырежьте из фанеры 2 площадки одинаковых размеров. Размер приспособы может быть любой.
- Расположите по краям первой площадки две телескопических направляющих параллельно друг другу и прикрутите их шурупами.

- Для более точного позиционирования направляющих можно между ними прикрутить две одинаковые по длине планки.

- Следует выдвинуть ответные планки и подложить под них вторую площадку вровень с первой. Поставьте карандашом на второй площадке точки сквозь планку, после чего проведите через них линию.
- Выньте из направляющих ответные планки, нажав на пластмассовые “усики”, расположенные на их обратной стороне.
- Уложите на площадку с разметкой ответные планки так, чтобы линия проходила через центр отверстий для крепежа, и прикрутите их шурупами.

- Аккуратно совместите 2 направляющих и задвиньте их (вы должны услышать щелчок). Если вы вставите деталь с перекосом, то сломаете телескопы, и из них высыпятся шарики.

- Между вертикальным упором с агрегатом и подвижным столиком необходимо выдержать определенное расстояние.
Делается это для того, чтобы при опускании фрезы она не задевала площадку стола. Поскольку в данном случае максимальный вылет фрезы будет около 25 мм, то можно временно проложить между столиком и упором планку такой же ширины, то есть 25 мм. Планка позволит разместить конструкцию параллельно вертикальному упору
 .
. - На следующем этапе, придерживая приспособу, просверлите 2 отверстия под шканты. Они позволят быстро позиционировать шипорезку на верстаке. Когда отверстия будут готовы, вставьте в них пару шкантов. Теперь можно убрать планку, проложенную между упором и приспособлением.

- Теперь, когда подвижный столик закреплен, на верхней его площадке необходимо установить вертикальный упор, как показано на следующем рисунке. Для жесткости упор подпирается двумя косынками.

- Когда все элементы шипорезки будут закреплены, можно приступить к испытаниям. Положите заготовку на столик приспособления и прижмите ее к упору. Установите необходимую высоту фрезы, включите агрегат и профрезеруйте заготовку.

- После первого прохода переверните заготовку на 180 градусов и повторите обработку.

- Поверните заготовку на 90 градусов, поставив ее на кромку, и снова повторите операцию.

- Поверните деталь на 180 градусов и проведите окончательную обработку шипа.

В результате у вас получится ровный и качественный шип.

Меняя высоту фрезы относительно площадки шипорезки, можно получать шипы различной толщины.
Копировальная втулка
Если в комплектации к вашему фрезеру не было копировальной втулки, то ее можно изготовить буквально за 30 мин из подручных средств. Для самоделки понадобится металлическая или дюралюминиевая шайба, которую можно изготовить из листового металла, и водопроводный резьбовой удлинитель.

Копировальная втулка изготавливается следующим способом.
- Подберите подходящую под резьбу удлинителя гайку и разрежьте ее с помощью болгарки так, чтобы получилось тонкое кольцо. После этого выровняйте его на точильном станке.

- Необходимо изготовить круглую площадку для втулки из листового металла или алюминия толщиной 2 мм. В зависимости от модели агрегата, отверстие в его подошве может иметь различную форму
. В данном случае площадка должна иметь срезы по бокам, которые стачиваются на точильном станке.

- Сточив шайбу с двух сторон, разместите ее на подошве агрегата.

- Поставьте агрегат, не снимая шайбу, вертикально и наметьте карандашом места для крепежа сквозь отверстия в подошве аппарата.

- Места, отмеченные карандашом, необходимо накернить для точного позиционирования сверла.


- Сначала просверлите отверстия тонким сверлом, а затем уже сверлом, соответствующим диаметру крепежного болта.


- Оденьте шайбу на резьбовой удлинитель и закрутите кольцо-гайку. Зажмите деталь в тиски и обрежьте лишнюю резьбу вровень с гайкой при помощи болгарки.


- Зажмите деталь в тисках другой стороной и немного укоротите ее.

- Выровняйте деталь на шлифовальном круге, вставьте в подошву аппарата и закрепите ее винтами. Гайка-кольцо должна быть чуть ниже подошвы агрегата.



Направляющие для работы с фрезером
Если требуется выбрать очень длинный паз в заготовке, то понадобится приспособление для фрезера, которое называется шиной. Готовые металлические шины можно купить в специализированных магазинах. Но их также легко изготовить своими руками из пластика, фанеры или МДФ.
Толщина материала должна быть около 10 мм, чтобы детали можно было стянуть шурупами.
Направляющая для агрегата делается очень просто.
- Нарежьте на циркулярке три полосы. Одну широкую, порядка 200 мм, и 2 узкие – 140 и 40 мм каждая.
- Также изготовьте небольшую планку из того же материала, длиной около 300 мм и шириной 20 мм.
- Положите на широкую полосу деталь шириной 140 мм, выровняйте ее по краю и скрутите обе детали шурупами.
- Положите сверху широкой полосы, напротив прикрученной детали, узкую полосу шириной 40 мм. Для точного позиционирования проложите между верхними деталями планку шириной 20 мм и прикрутите узкую полосу шурупами к нижней детали. Таким образом, получится длинная шина с пазом шириной 20 мм.
- Возьмите планку шириной 20 мм и прикрутите ее к подошве аппарата, как показано на следующем фото. Для выборки паза подбирается прямая или фигурная пазовая фреза и закрепляется в цанге аппарата.

Когда все приспособления будут подготовлены, выполните следующие действия. Положите на верстак заготовку, которую необходимо обработать по всей длине, расположите на ней шину, закрепив струбцинами. Вставьте планку, прикрепленную к подошве фрезера в паз направляющей. Запустите агрегат и профрезеруйте заготовку по всей длине.
Если требуется выбрать глубокий паз, то обработка происходит в несколько заходов, чтобы оснастка погружалась в заготовку постепенно.



При производстве мебели и столярных изделий детали чаще всего скрепляются между собой «на шип». Существует несколько видов шиповых соединений: «ласточкин хвост», ящичное, круглое и овальное, которые позволяют крепить детали под необходимым углом или удлинить их. Шип представляет собой достаточно сложный в исполнении элемент, для изготовления которого разработан особый вид оборудования.
Виды шипорезных станков
Наиболее распространены в производстве шипорезные станки для рамочных, дверных и оконных конструкций. Оборудование может быть одно- или двухсторонним, проходным или возвратным. В качестве рабочих органов выступают фрезы (вертикальных или горизонтальные), пилы. Устройство фрезерует шипы и выемки для них (проушины) в элементах деревянных конструкций.
Шипы «ласточкин хвост» и ящичные прямые выполняются на специальных видах станков, созданных для крупных предприятий. Такие виды креплений очень надежны и обеспечивают длительную эксплуатацию изделий.
Шипы круглой и овальной формы создаются на устройствах с ЧПУ, работающих в автоматическом режиме. Станки с ЧПУ могут выполнять работу в любых плоскостях.
Основные характеристики:
- максимальный диаметр обрабатываемой детали;
- наибольшая ширина шипа;
- наибольший поперечник шипа;
- тип шипа;
- скорость кручения шпинделя;
- мощность двигателя;
- габариты и вес.
Главное требование к шипорезному станку — высокая точность операций. Иначе детали не будут совпадать друг с другом и соединения не получится.
Другие сферы использования:
- обработка калиброванных щитов, ДСП;
- обгонка периметра дверных полотен, оконных рам;
- обработка половой доски;
- изготовление паркета.
Станки для сращивания древесины
Это особая категория шипорезного оборудования, которая используется на производстве для сращивания заготовок по длине. Станок нарезает в торцах деталей шипы зубчатой формы, обрабатывает клеем и направляет в прессы. Линии по сращиванию древесины работают в автоматическом режиме.
Принцип работы

шипы ящичного типа
Заготовка поступает на рабочую поверхность и обрезается по размеру, после чего формируются проушины и шипы. Станина представляет собой литую жесткую конструкцию с прижимными устройствами. Она оснащена колонной с рабочими головками, на которые можно надеть проушечную доску, пилы или фрезы.
Чтобы в процессе обработки заготовка не расщепилась, автоматическое устройство наносит слой клея. Таким образом предупреждается появление сколов. Кроме этого, на шипорезных станках может присутствовать механизм торцевания для подравнивания торцов деталей.
При серийном производстве мебели используется шипорезный станок по дереву с ЧПУ, создающее любые типы шиповых соединений. Они легко настраиваются, не требуют длительного обучения персонала. Существуют фрезерные станки с шипорезной кареткой, удобные для мелкосерийных производств.
Особенности эксплуатации
- На крупных производственных конвейерах этот вид оборудования крепится к потолку. Дополнительно станки комплектуются прижимными устройствами, принимаются заготовки подрезными пилами. Деталь подается на торцовочные пилы и заканчивается обработка парой фрезеровочных суппортов.
- Скорость подачи заготовки регулируется вариатором, плавно.
- Для удовлетворительной обработки шпиндель должен вращаться со скоростью около 7000 оборотов в минуту.
- Существует несколько видов оборудования, различных по размерам направляющей: на 2; 2,5 и 3 метра.
- Конструкция позволяет использование нескольких различных инструментов для обработки дерева.
- Станок может дополнительно оснащаться прижимным пневматическим механизмом и удлинителем рабочей поверхности.
Видеоролик демонстрирует работу шипорезного станка с ручными настройками:
Обзор и сравнение моделей
| Модель | ||||
| Ширина заготовки, мм | 480 | 560 | 400 | 200 |
| Длина заготовки, мм | 1500 | 2440 | 1500 | 600 |
| Частота вращения, об/мин | 21500 | 7200 | 16500 | 4500 |
| Мощность, кВт | 1,5 | 4,4 | 1,75 | 5,5 |
| Масса, кг | 410 | 1220 | 140 | 475 |
| Габариты, мм | 1270*780*1330 | 3300*1780*1200 | 800*720*1320 | 2025*750*1300 |
Шипы и проушины различной конфигурации являются важнейшими соединительными элементами в мебельном и столярном производстве. Для автоматизации процесса производства этих элементов сконструированы специальные станки. Каждый шипорезный станок по дереву может быть настроен на автоматическое изготовление проушин и шипов любой конфигурации.
Конструктивные особенности и принцип действия
Шипорезные станки относятся к разряду деревообрабатывающих станков и предназначены для автоматического производства соединительных элементов столярных и мебельных конструкций – шипов и проушин. В зависимости от способа обработки дерева, от вида изготавливаемого шипа, они подразделяются на два класса –для производства рамных шипов и для производства ящичных шипов.
В свою очередь, в зависимости от технологии изготовления деталей, эти деревообрабатывающие станки делятся на односторонние и двухсторонние. С их помощью автоматизировано производство шипов всех видов:
- прямых;
- круглых;
- овальных;
- «ласточкин хвост».
Все механизмы, которыми оборудован шипорезный станок по дереву, расположены в определенном порядке, соответствующем последовательности технологических операций. Первая технологическая операция, выполняемая по дереву – это торцевание. Операция выполняется с помощью специального пильного механизма. Далее, если того требует технология производства, выполняется прорезка в дереве проушины специальной проушечной головкой.
После изготовления проушины в работу включаются две шипорезные головки, настроенные на изготовление шипа определенной формы и размера. Каждая пильная головка снабжена своим электрическим двигателем.
Практически все крупные производители мебели устанавливают в деревообрабатывающих цехах новейшее оборудование для обработки дерева различных пород, автоматизированные станки с ЧПУ. Замена режущего инструмента, настройка технологической цепочки выполняются оператором и занимает минимальное время.
Некоторые особенности конструкций
Односторонние агрегаты классифицируются как позиционные. На рабочем столе этих машин крепится обрабатываемая заготовка. Рабочий стол в процессе работы перемещается под пильными головками, производящими заданные манипуляции. После полного прохождения заготовки под режущим инструментом каретка возвращает рабочий стол в исходное положение, заготовка переворачивается, и предыдущий цикл повторяется, но уже на другой стороне.

Двухсторонние агрегаты классифицируются как позиционно-проходные. В этих станках заготовки подаются непрерывно цепным конвейером с механизмом, фиксирующим заготовку в нужном положении, распил производится одновременно с обеих сторон. В их конструкцию входят две колонны, причем одна из них фиксирована, а вторая – подвижная. Ее перемещение осуществляется по направляющим и настраивается на заготовку определенной длины.

В качестве шипорезного оборудования используются горизонтальные фрезы, а при изготовлении «ласточкиного хвоста» задействованы концевые фрезы конической формы.
Технологический процесс производства разделен на ряд последовательно выполняемых операций. Вначале деревянная заготовка укладывается на рабочий стол, где производится обрезка на заданный размер. На рабочую головку, расположенную на станине, насаживаются шипорезные устройства или специальные пилы, необходимые для выполнения заданных операций.

Схема работы шипов на шипорезном станке
Одновременно на поверхность дерева автоматически наносится слой клея для предотвращения расщепления и сколов. Это необходимая процедура, минимизирующая возникновение дефектов при обработке и, как следствие, выход бракованных изделий.
Следующий этап обработки – торцевание. Для его выполнения шипорезный станок по дереву оснащается соответствующими механизмами. Это необходимо для выравнивания торцов. Далее заготовка подается под рабочие головки, где с помощью пильных инструментов выполняются заданные операции.
После выполнения всех технологических операций на выходе получается деталь требуемых размеров, с шипами или проушинами, выполненными в соответствии с заданными настройками.
Большие шипорезные деревообрабатывающие станки нужны при крупносерийном производстве. Для изготовления небольших партий или единичных изделий вполне могут подойти небольшие фрезерные станки, укомплектованные шипорезными каретками. Это расширяет возможности фрезерного станка, так как он, в дополнение к своим основным функциям, получает еще функцию шипореза, что немаловажно при условии изготовления мелких партий.
Разновидности шипорезных станков и их применение
Как уже говорилось, все деревообрабатывающие агрегаты делятся на односторонние и двухсторонние, проходные и возвратные. Это деление – по технологии обработки дерева. Для конкретных целей существуют множество разновидностей и исполнений тех или других устройств. Наибольшим спросом пользуются шипорезы для изготовления оконных рам, дверных конструкций. В качестве рабочих органов используются вертикальные и горизонтальные фрезы, специальные пилы.
Простые шипорезы отрабатывают прямые шипы и проушины в заготовках из дерева. Сложные – «ласточкин хвост». Ящичные отрабатываются на специальных больших машинах, предназначенных для выпуска крупных серийных партий деталей. Круглые и овальные шипы и проушины изготавливаются на машинах, имеющих числовое программное управление и работающих в любой заданной плоскости.
Шипорезный станок по дереву оценивается по следующим характеристикам:

- диаметр пилы и размеры фрезы;
- максимальные размеры обрабатываемых деталей;
- тип, максимальные ширина и поперечник шипа;
- тип, максимальные ширина и глубина проушины;
- мощность;
- количество шпинделей;
- частота вращения шпинделя;
- скорость подачи;
- габариты и вес.
Сферы применения
Кроме применения в столярном и мебельном производстве, такой станок может использоваться для обработки деревянных и древесностружечных плит, для обработки напольных досок, при чистовой обработке дверных проемов и оконных рам, для изготовления паркета. В отдельную категорию выделены агрегаты, предназначенные для сращивания деталей из дерева.

Популярные модели и производители шипорезных станков по дереву
Одним из наиболее известных производителей деревообрабатывающего оборудования является японская компания «Makita Corporation». Для небольших производств компания поставляет компактный шипорез с программным управлением «Makita 5500 S». Агрегат имеет два двигателя, работающих на две пары пильных дисков. Параметры аппарата дают возможность получать заданную чистоту резки и скорость проходки. Он может работать с деталями из дерева практически любой длины.

Китайская компания LTT представляет на российском рынке гидропневматический шипорезный станок МХВ3515С. Этот мощный агрегат обрабатывает торцы брусков, нарезает зубчатые шипы, автоматически наносит клей для надежного сращивания узлов. Модель имеет каретку с гидропневматическим приводом и предназначена для работы на предприятиях по изготовлению столярных изделий высокого качества, клееного деревянного щита для изготовления мебели, строительного бруса.









